
Home > Products > Breakthrough Products > Thermocompression Multi-effect Water Distiller





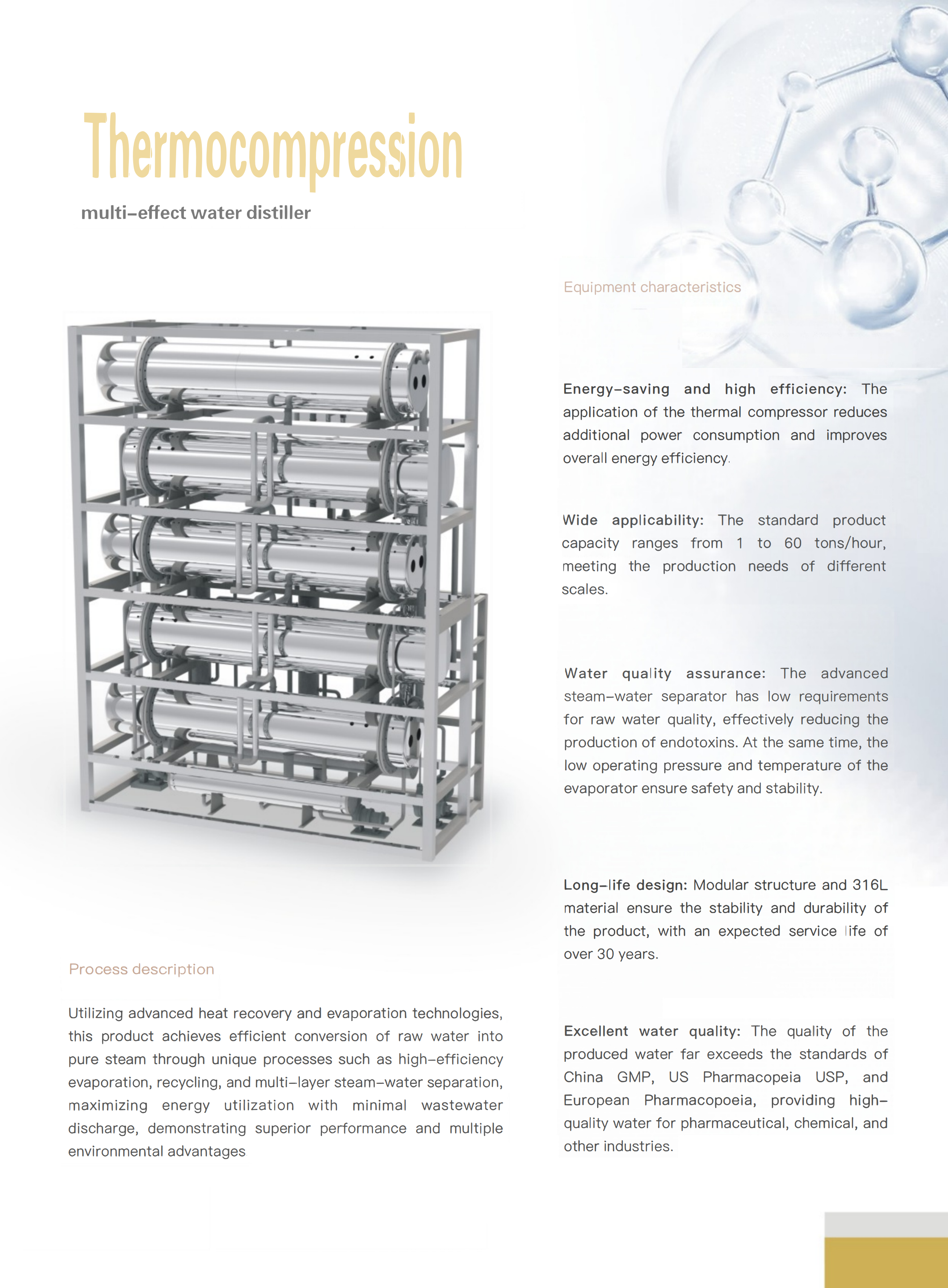
Eagle Pharma Machinery presents the Thermocompression Multi-effect Water Distiller, a cutting-edge solution designed to meet the rigorous water purity requirements of the pharmaceutical, biotech, and healthcare industries. This advanced distillation system utilizes thermocompression technology to purify water efficiently, ensuring that your operations have access to the highest quality water supply. With a focus on efficiency, reliability, and ease of use, this system is a cornerstone for any facility that demands uncompromised water quality.
Key Features:
Applications:
Eagle Pharma Machinery's Thermocompression Multi-effect Water Distiller is not merely a product but a testament to our commitment to water purity and operational efficiency. Trust Eagle Pharma Machinery to provide the highest quality water for your critical applications.

Copyright © Shandong Eagle Pharma Machinery Co., Ltd
 EN
EN






































